
Di mana Dibutuhkan Garis Pengosongan Lingkaran Logam Zigzag Logam?
Untuk banyak produk logam deep draw, ia harus membuat lingkaran logam terlebih dahulu dan kemudian membuat produk dengan cetakan deep draw, seperti penutup motor, rumah filter, rumah baterai dll. digunakan dalam suku cadang mobil logam, panci bagian dalam juru masak listrik, mangkuk dll. peralatan dapur logam, jadi ini adalah langkah pertama untuk menghasilkan lingkaran logam.
Bagaimana Cara Membuat Lingkaran Logam?
Biasanya dapat diproduksi dengan stamping mati atau mesin pemotong laser. Untuk produksi massal dan persyaratan efisiensi produksi kecepatan tinggi dalam jumlah besar, sangat cocok diproduksi dengan mesin meninju dengan stamping mati, untuk multi-produk dalam berbagai ukuran dan lingkaran logam skala kecil, ia memiliki keunggulan besar yang diproduksi oleh garis pemotongan laser yang diberi makan koil.
Keuntungan dari garis blanking lingkaran logam zigzag daripada garis blanking lingkaran logam tanpa zigzag.
a). PENGURANGAN SCRAP
b). Pada awalnya, garis semacam ini telah dirancang UNTUK MENGEKSPLOITASI SELURUH LEBAR KUMPARAN, mengurangi jarak minimum antara disk ke disk dan disk ke tepi strip, dengan konsekuensi PENGURANGAN JUMLAH SCRAP. Umumnya, kami menggunakan 2mm sebagai jarak. Pengurangan ini direalisasikan menghindari penggunaan multiple die yang mahal dan fleksibel rendah.
a. HINDARI FASE KERJA LEBIH LANJUT
b. Karena dapat dikosongkan seluruh lebar strip, dengan teknologi ini dimungkinkan UNTUK MENGURANGI FASE KERJA LEBIH LANJUT, seperti pengurangan kumparan menjadi kumparan dengan lebar yang lebih kecil (= slitting), yang biasanya diterapkan dalam produksi disk dan mewakili biaya lebih lanjut dan kemungkinan merusak permukaan koil (terutama dengan aluminium)
c). FLEKSIBILITAS
WAKTU TUNGGU LEBIH SEDIKIT: saat mengubah ukuran produksi (diameter), hanya ganti die dan ubah pengaturan HMI.
RENTANG PRODUKSI YANG LUAS: garis yang sama dapat mengosongkan bahan yang berbeda, tanpa perubahan atau modifikasi apa pun. Pengaturan tata letak disk di strip tidak ada batasnya. Setiap jalur meninju dapat diatur oleh pengguna.
Bagaimana Cara Memilih Garis Pengosongan Lingkaran Logam yang Sesuai?
Ini didasarkan pada jenis bahan pengguna, lebar bahan, ketebalan, koil Max. berat, jenis mesin punch (mesin punch tipe C atau tipe H) dan persyaratan dalam efisiensi produksi dll.
Pilihan garis pengosongan lingkaran logam No. 1. (dengan PIT, efisiensi produksi kecepatan tinggi) Cocok untuk bahan tipis dan sedang.
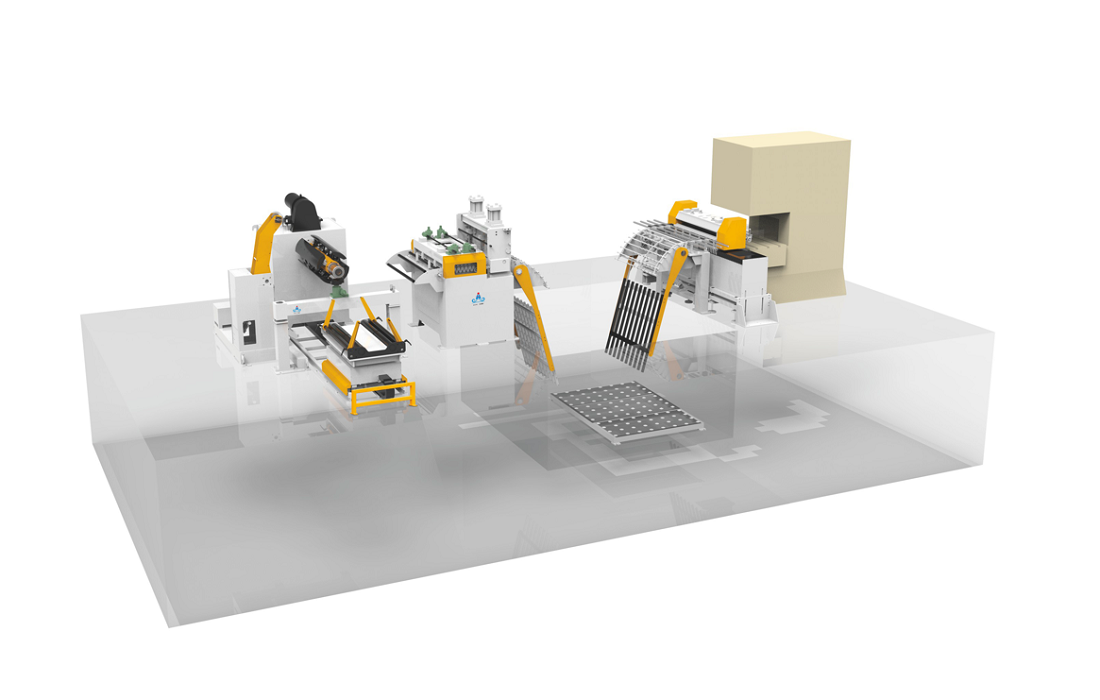
Terdiri dari Garis Pengosongan Lingkaran Logam
Strip pembayaran decoiler dan membuat permukaan strip rata dan jelas tekanan dalam dengan mesin pelurus koil, jika bahan sedikit tebal, dapat mencocokkan satu set geser hidrolik bekas di pintu keluar pelurus untuk memotong kepala strip.Ini mengatur PIT antara pelurus dan pengumpan servo zigzag, dapat menyimpan loop yang cukup di lubang untuk meningkatkan kecepatan umpan dan meningkatkan efisiensi produksi. Ukuran dan kedalaman lubang didasarkan pada lebar material, ketebalan, persyaratan efisiensi produksi, dll. Selain itu, ia mengatur jembatan pendukung baik di pintu keluar pelurus dan pintu masuk pengumpan servo zigzag, sehingga dapat dengan mudah membimbing, mendukung, dan memasukkan kepala strip ke dalam pengumpan zigzag.
1. Decoiler tugas berat dengan pemuatan mobil-Decoiler tetap di tanah
2. Pelurus koil presisi (Bagian opsional dari geser skrap hidrolik) -Pelurus dipasang di tanah
3. Pengumpan servo zigzag
4. Mendukung jembatan di pintu keluar pelurus dan pintu masuk pengumpan zigzag + meja pendukung loop dengan sensor di tanah lubang
5. Mesin pukulan tipe bingkai C atau mesin pukulan tipe bingkai H
6. Blanking lingkaran logam mati
7. Geser / pemotong skrap atau recoiler strip skrap
8. Sabuk konveyor produk dan sabuk konveyor potongan skrap (berdasarkan kebutuhan aktual)
9. Kolektor otomatis lingkaran logam (Bagian opsional)
Untuk pengumpan servo zigzag, jika bahan lebih tebal dari 1.5mm dan bahan CR, HR, SS, GI dll. Itu harus dilengkapi dengan 4 pcs rol pengumpanan sehingga memiliki kekuatan jepit yang cukup karena ada banyak daya tarik untuk penyimpanan loop baja di dalam lubang. Jika mesin punch memilih tipe bingkai C, ia harus mempertimbangkan untuk memasukkan strip dari arah depan atau arah samping. Jika strip umpan dari sisi kiri atau kanan pers, itu harus mesin pukulan tipe tenggorokan dalam, kedalaman tenggorokan didasarkan pada lebar bahan dan ukuran lingkaran dll. strip logam dapat dipotong berkeping-keping dengan pemotong skrap yang dipasang di ujung stamping dies atau geser skrap independen, strip skrap logam juga dapat digulung menjadi kumparan skrap oleh satu set mesin recoiler.
Jika strip umpan dari bagian depan tipe C. Tidak perlu meningkatkan kedalaman tenggorokan terlalu banyak dan dapat menghemat biaya pembuatan mesin punch, sisa-sisa harus dipotong-potong oleh pemotong yang dipasang di ujung stamping dies. Itu tidak dapat mengadopsi geser skrap independen atau menggulung menjadi kumparan skrap untuk tipe pengumpanan depan. Jika mesin pukulan mengadopsi tipe bingkai H, itu akan memberi makan strip dari arah depan, skrap dapat dipotong menjadi potongan bekas atau digulung menjadi gulungan bekas. Lingkaran logam dapat diangkut keluar dari bagian bawah mati blanking lingkaran logam dan jatuh ke sabuk konveyor produk, kemudian dapat dikumpulkan dengan perangkat pengumpul otomatis lingkaran logam atau kotak produk.
Pilihan garis pengosongan lingkaran logam No. 2. (TANPA PIT, efisiensi produksi kecepatan tinggi) Cocok untuk kedua bahan tipis, biasanya ketebalan kurang dari 2.0mm.
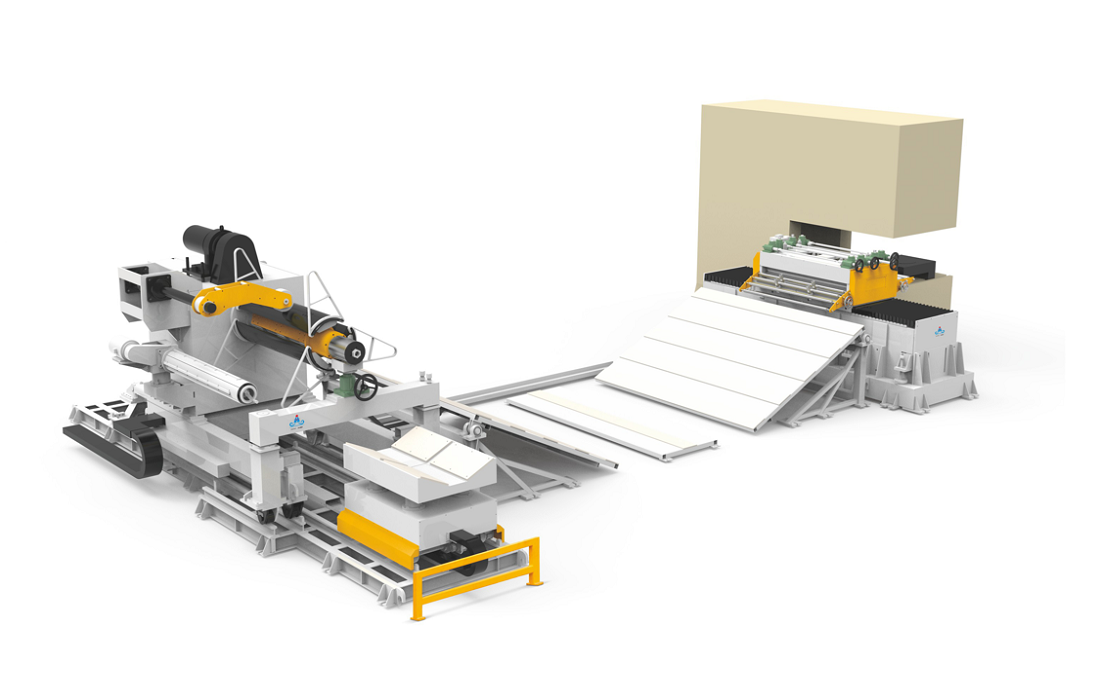
Terdiri dari Garis Pengosongan Lingkaran Logam
a.ZIGZAG Decoiler tugas berat dengan pemuatan mobil-Decoiler adalah tipe zigzag
b. Pelurus zigzag servo pengumpan-pelurus dan pengumpan servo digabungkan dalam satu mesin dan tipe zigzag
c. meja pendukung loop dengan sensor antara decoiler dan pengumpan pelurus zigzag
Mesin pukulan tipe bingkai DC atau mesin pukulan tipe bingkai H
e. Logam lingkaran blanking mati
f. Gunting / pemotong skrap atau recoiler strip skrap
g. Sabuk konveyor produk dan sabuk konveyor potongan bekas (berdasarkan kebutuhan aktual)
h. Kolektor otomatis lingkaran logam (Bagian opsional)
Ini digabungkan dalam satu mesin pelurus presisi dan pengumpan servo zigzag, menghemat biaya pada bagian pelurus dan decoiler adalah tipe ZIGZAG, berayun secara sinkron dengan pengumpan pelurus ZIGZAG, terlebih lagi,tidak perlu mengatur PIT antara decoiler dan pengumpan pelurus zigzag,sehingga menghemat biaya pit dan menempati lebih sedikit ruang, juga dapat memastikan efisiensi produksi yang tinggi. Tetapi ini terutama untuk bahan tipis dengan ketebalan kurang dari 2.0mm, tidak terlalu cocok untuk bahan tebal.
Mesin punch dapat berupa tipe C atau tipe H, dapat merujuk pada deskripsi dalam item Pilihan garis blanking lingkaran logam No. 1.Pilihan garis pengosongan lingkaran logam No. 3. (TANPA LUBANG, kecepatan normal menghasilkan efisiensi) Cocok untuk bahan tipis.
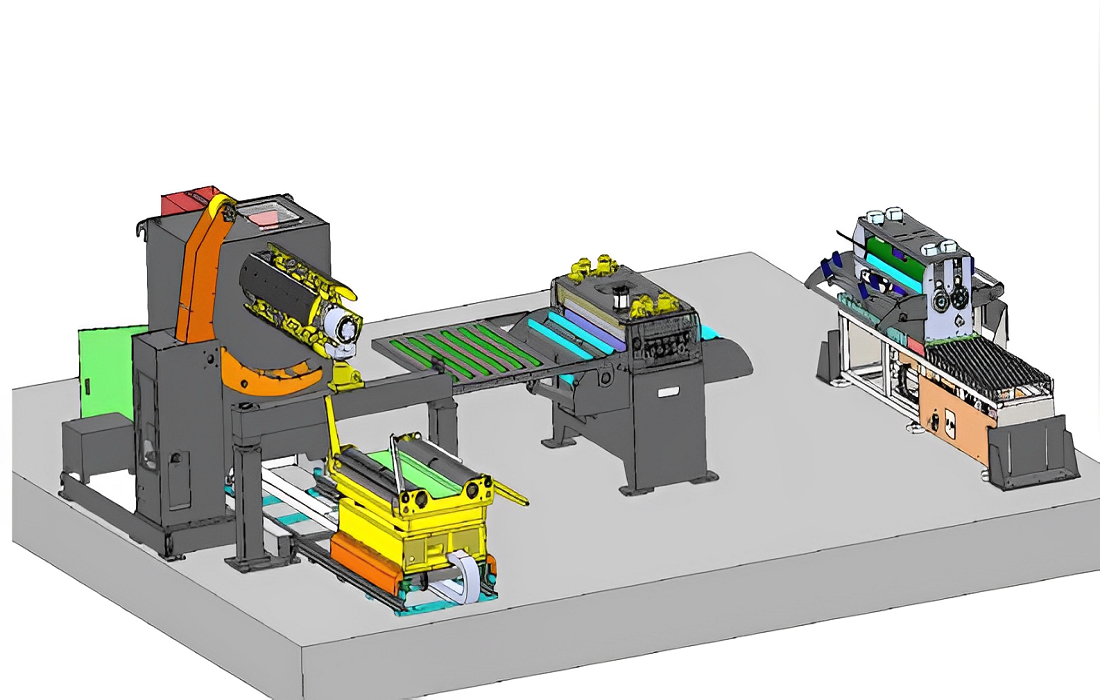
Terdiri dari Garis Pengosongan Lingkaran Logam
a. Decoiler tugas berat dengan pemuatan mobil-Decoiler dipasang di tanah
b. Pelurus koil presisi-Pelurus tetap di tanah
c.Pengumpan servo zigzag
D. Meja Pendukung Loop dengan sensor antara decoiler dan pengumpan pelurus zigzag
Mesin pukulan tipe bingkai EC atau mesin pukulan tipe bingkai H
f. Blanking lingkaran logam mati
g. Gunting / pemotong skrap atau recoiler strip skrap
h. Sabuk konveyor produk dan sabuk konveyor potongan besi tua (berdasarkan kebutuhan aktual)
i. Kolektor otomatis lingkaran logam (Bagian opsional)
Strip pembayaran decoiler dan membuat permukaan strip datar dan jelas tekanan dalam dengan mesin pelurus koil, kemudian strip ditarik secara manual dan datang ke pengumpan servo zigzag. Mesin punch dapat berupa tipe C atau tipe H, dapat merujuk pada deskripsi dalam item Pilihan garis blanking lingkaran logam No. 1.
Bagikan Posting Ini: